Efficient rock drilling requires an optimum combination of many factors, one of which is dynamic load, or an impact energy applied to the bit cutting structure.
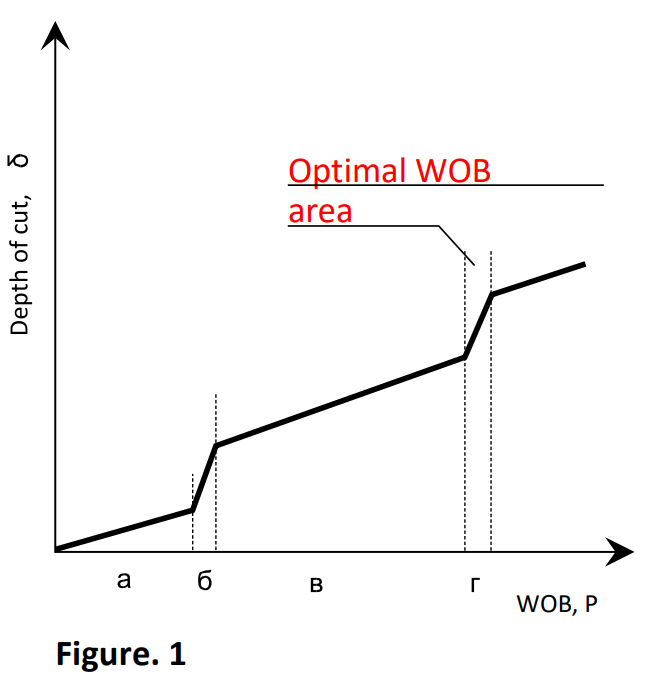
Experiments proved that the depth of cut depends on the load applied to the insert. Figure 1 shows this regularity in a form of a polygonal line with 4 main areas of rock failure (a, b, c, d) under it.
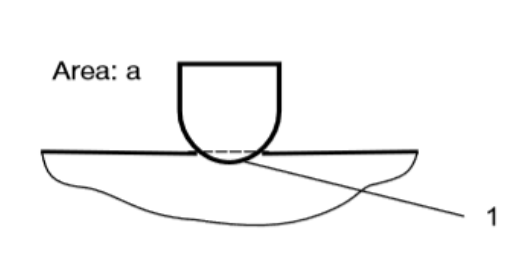
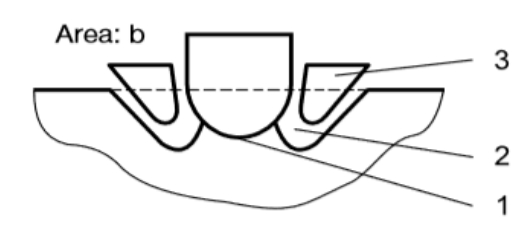
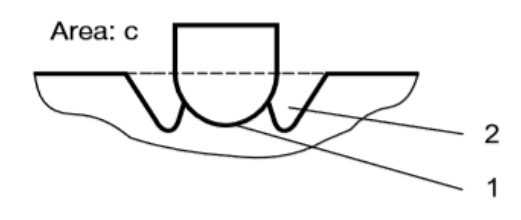
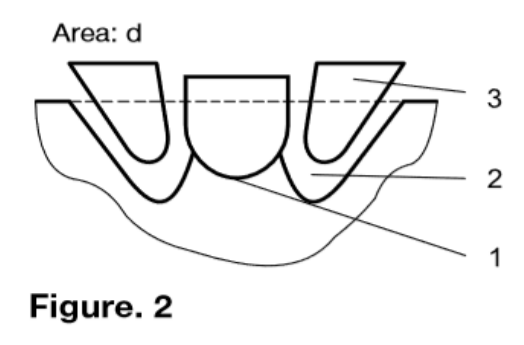
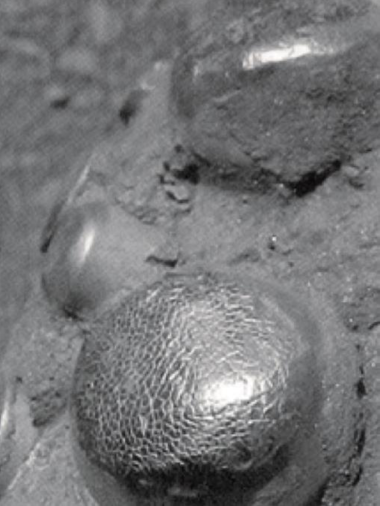
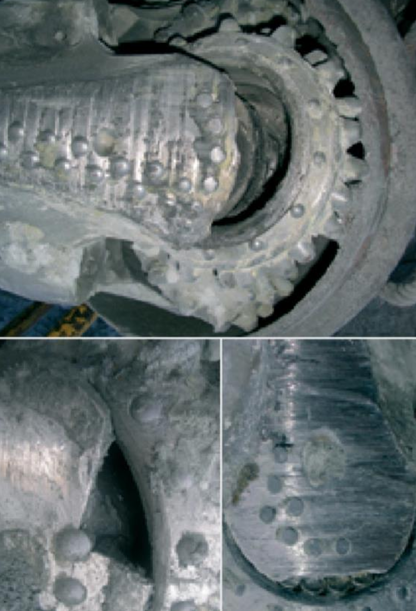
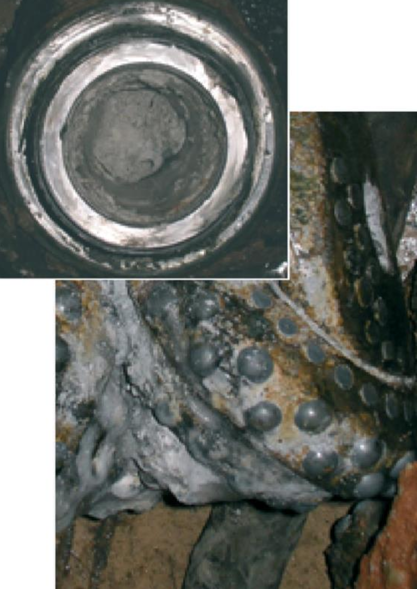
Figure 2 illustrates the rock failure patterns in the process of penetration of one insert.